Last month we introduced you to our latest engine buildup project, a salvage-yard '66 Pontiac 421 V-8. In that first installment ("The Teardown") we examined the engine closely to determine its strengths and weaknesses. This month we begin the rebuild in earnest.
Blessed with an excellent core 421 block, we had it thermally cleaned and then shotpeened. We then packed all the short-block components and the heads and drove up to Jaime "Jimmy" Gonzalez' Precision Engine Development shop in South El Monte, California. We sat down with him and spec'ed out the rebuild of our 421.
The block is the foundation of any engine, much like the spine in your body. If it's not right—100-percent right—everything that's bolted to it will not work as well as it could. One of the blessings of this particular engine is that it had never been rebuilt. This ensures that it has not been poorly machined in the past, requiring a CSI-level task of determining what's right and what's not. The following operations are done in order, as each depends on the previous operation to ensure everything is in square. As Gonzalez says, "It's all about squares, parallels, and circles—simple geometry."
The first machining operation done to the block is line boring. This ensures that the block provides a perfectly straight home for the crankshaft and establishes a zero point for subsequent operations. Line honing is a similar operation, but the hone follows the path through the main bearing housings that may not be 100-percent straight, whereas line boring cuts a perfectly straight path through the housings. Line honing also removes an equal amount of material from the cap and block, thereby reducing the distance between the centerlines of the cam and crankshaft, which could potentially cause a loose timing chain.
 <strong>1</strong>: The bearing caps are mounted on a surface grinder and a total of 0.015 inch is removed from the mating surface. This reduction in height provides the line-boring machine enough bore stock to accomplish the resizing of the housings.
<strong>1</strong>: The bearing caps are mounted on a surface grinder and a total of 0.015 inch is removed from the mating surface. This reduction in height provides the line-boring machine enough bore stock to accomplish the resizing of the housings.
The main bearing caps are removed and first placed with their mating surface down on the surface grinder's table. A few passes are made to provide a large enough surface for the magnetic table to hold the caps upright. With the cap's mating surface up, 0.015 inch is removed from each cap.
2: Running a bottoming tap into each threaded hole ensures clean, burr-free threads. "> <strong>2</strong>: Running a bottoming tap into each threaded hole ensures clean, burr-free threads.
<strong>2</strong>: Running a bottoming tap into each threaded hole ensures clean, burr-free threads.
Prior to mounting the main caps, Gonzalez used a bottoming tap on all the main bolt holes. This ensures that the threads are free of burrs and foreign material that could cause thread interference. Lube is also used on the bolt's threads and under the bolt heads to achieve proper torque during installation. Pontiac's engineers smartly cast the main bearing cap location on each cap. Instead of the traditional step register, they used dowel pins for positive cap location. In later years, Pontiac ceased to use dowel pins and used roll pins instead. I'm sure this was done to save money, but roll pins do not have the shear or tensile strength of a dowel pin.
The 0.015-inch reduction of main bearing cap height now presents egg-shaped openings in the housings. The plan is to bore from one end to the other, creating a straight line of five circular housings that are the proper size for the bearing inserts. A Tobin-Arp line-boring machine is used for this operation. The block is mounted upside-down in a 90-degree fixture. With this fixture, the block can be adjusted in and out and up and down to center the cutting tool. When complete, the cuts will remove 0.014 inch from the main caps and only 0.001 inch from the block's bearing saddles. The rough cuts are made in 0.005-inch increments, with the final finished cut at 0.001. The finished diameter is 3.4385 inches, which splits Pontiac's spec of 3.4380 to 3.4390 inches. Line boring in this fashion provides a perfectly straight home for the crank and only reduces the crank-to-cam distance by an acceptable 0.001 inch. This also establishes a sound basis for the other operations to be performed on the block.
 <strong>3</strong>: Instead of a machined stepped register, Pontiac chose to use solid dowel pins to accurately locate its main bearing caps.
4: While the block was fixtured in the line-boring machine, Gonzalez lubricated the main-cap bolt threads and the area under the head prior to installation; they then are torqued to spec.">
<strong>3</strong>: Instead of a machined stepped register, Pontiac chose to use solid dowel pins to accurately locate its main bearing caps.
4: While the block was fixtured in the line-boring machine, Gonzalez lubricated the main-cap bolt threads and the area under the head prior to installation; they then are torqued to spec.">
 <strong>4</strong>: While the block was fixtured in the line-boring machine, Gonzalez lubricated the main-cap bolt threads and the area under the head prior to installation; they then are torqued to spec.
<strong>4</strong>: While the block was fixtured in the line-boring machine, Gonzalez lubricated the main-cap bolt threads and the area under the head prior to installation; they then are torqued to spec.
Following the line boring, the block was transferred to the Rottler boring bar. This machine has a 90-degree fixture that uses the main saddles for indexing. This guarantees that the bores will be exactly 90 degrees to the centerline of the crankshaft. Because Pontiac block castings were originally exceptionally beefy, sonic checking was not a necessary step for the total 0.030-inch overbore planned. Only one pass at 0.025 inch is made, with the last 0.005 inch removed when the cylinders are honed. With this operation, the bores are exactly 90 degrees to the crankshaft and exactly 90 degrees from bank to bank.
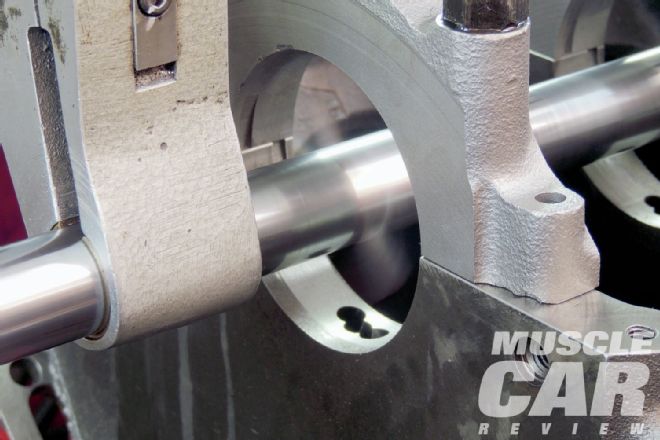 <strong>5</strong>: The line-boring machine has four adjustable boring bar support arms. Here the final pass is being made that removes 0.001 inch from the block saddle and main cap. This final cut leaves the main bearing housings sized perfectly for the bearing inserts.
<strong>5</strong>: The line-boring machine has four adjustable boring bar support arms. Here the final pass is being made that removes 0.001 inch from the block saddle and main cap. This final cut leaves the main bearing housings sized perfectly for the bearing inserts.
Decking is the milling of the block's surface where it mates to the cylinder head. The goal is to have a flat surface, 90 degrees to the bores, that is equal height on both sides. The fixture for decking the block uses the main bearing saddles as an index, and then a dial indicator is used to ensure that the bores are perfectly vertical. Small cuts are made until the surface is flat and the four corners are the same height from the table. Our 421 block was not square from the factory, with one side being a few thousands taller than the other. A total of 0.015 inch was removed to correct the geometry. The four corners of the block are now within 0.001 inch parallel to the main housings and within 0.001 inch square to the cylinder bores, resulting in a perfectly square block.
6: While the block is still fixtured in the line-boring machine, a light pass is made across the thrust-bearing surface, on the No. 4 cap, to ensure that the thrust surface is flat, concentric, and 90 degrees to the main housings. ">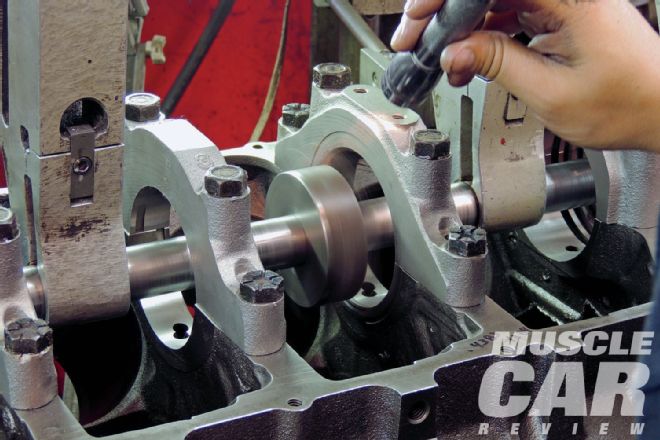 <strong>6</strong>: While the block is still fixtured in the line-boring machine, a light pass is made across the thrust-bearing surface, on the No. 4 cap, to ensure that the thrust surface is flat, concentric, and 90 degrees to the main housings.
<strong>6</strong>: While the block is still fixtured in the line-boring machine, a light pass is made across the thrust-bearing surface, on the No. 4 cap, to ensure that the thrust surface is flat, concentric, and 90 degrees to the main housings.
Gonzalez checked the cam bearing housings and found that they were not perfectly aligned. This is a common problem on Pontiac blocks. With the block still mounted in the Tobin-Arp line-boring machine, dial indicators were used to index the numbers one and five cam housings. The housings were then bored 0.010 inch oversize to accept a special oversize Dura-Bond cam bearing.
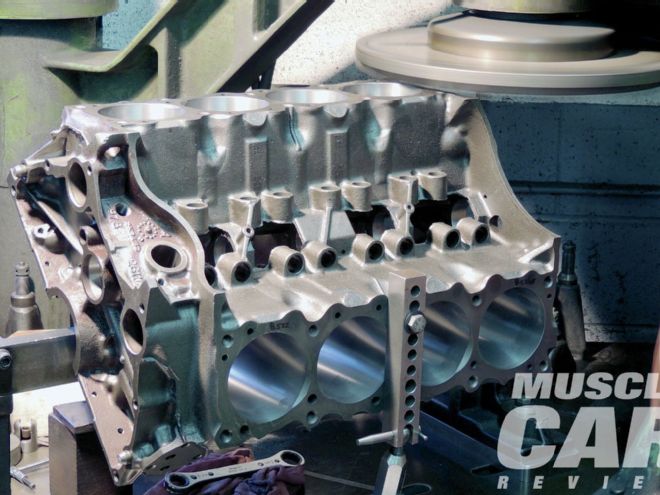
 <strong>7</strong>: With the line boring accomplished, the block is transferred to the boring bar to resize the cylinders. For the cylinder boring process, Gonzalez mounts the block using the main bearing saddles and a 90-degree block fixture. This guarantees that the bores will be 90 degrees to the crankshaft centerline and each bank 90 degrees to the other.
<strong>7</strong>: With the line boring accomplished, the block is transferred to the boring bar to resize the cylinders. For the cylinder boring process, Gonzalez mounts the block using the main bearing saddles and a 90-degree block fixture. This guarantees that the bores will be 90 degrees to the crankshaft centerline and each bank 90 degrees to the other.
Gonzalez used a Sunnen cylinder hone to remove the final 0.005 inch from the cylinder bores. A torque plate is installed for this operation. This ensures that any distortion by the addition of the head is compensated for during the honing process.
Following this operation, Gonzalez will continue to remove any and all excess casting flash. He, as any good machinist should, breaks all of the sharp corners on all the machined surface edges.
In our next installment, we'll work on the heads, crank, and rods.
 <strong>8</strong>: After a dial indicator locates the center of each cylinder, a cutting tool is added and the boring begins. Gonzalez set the boring bar to make one cut that took 0.025 inch out of each bore. The remaining 0.005 inch would be removed during the honing process, for a total overbore of 0.030 inch.
<strong>8</strong>: After a dial indicator locates the center of each cylinder, a cutting tool is added and the boring begins. Gonzalez set the boring bar to make one cut that took 0.025 inch out of each bore. The remaining 0.005 inch would be removed during the honing process, for a total overbore of 0.030 inch.